进行SPC分析
本篇介绍如何在Mech-Metrics中使用 SPC分析 功能进行SPC分析。
|
SPC全称为统计过程分析(Statistical Process Control),指的是通过应用统计方法对生产过程各个阶段进行监控,以便保证和提升产品质量。 |
进行SPC分析步骤如下:
-
在软件上方功能区,选择。
-
单击 历史数据 页面右上角的 SPC分析 。
-
SPC分析 页面的 概览 选项卡将展示。在 概览 选项卡,用户可查看如下信息:
-
当前工件所测特征总数
-
合格特征数量、不合格特征数量、合格率、不合格率
-
最大值、最小值、平均值、偏差值
-
-
单击 分析 选项卡,在抽样选择器中,根据需要设置采样模式、采样频率、子组大小、子组数量、起始抽样数据,然后单击 分析 。
-
如无法分析,请根据软件的报错消息进行排查。
-
-
在 分析 选项卡中,用户可查看如下信息:
-
上规格限和下规格限
-
上规格限,全称为Upper Specification Limit,简称为USL,是尺寸上限,即名义值加公差上限。例如,如某特征的名义长度为5mm,公差为-1到1mm,则上规格限为6mm。
-
下规格限,全称为Lower Specification Limit,简称为LSL,是尺寸下限,即名义值加公差下限。例如,如某特征的名义长度为5mm,公差为-1到1mm,则下规格限为4mm。
-
-
3σ、上控制限、下控制限、中心线、控制图
-
σ为标准偏差(西格码)。3σ准则,即三西格玛准则,是统计学中用来排除异常值的一种方法,即假设数据遵循正态分布,那么超过均值加减三个标准差的数据被认为是异常值,应从从数据集中剔除。3σ控制限用于检查数据点是否在均值的三个标准差范围内。
-
中心线全称为Central Line,简称为CL,是由平均值(
 )组成的一条线。
)组成的一条线。 -
上控制限,全称为Upper Control Limit,简称为UCL,是平均值加上3σ的值。
-
下控制限,全称为Lower Control Limit,简称为LCL,是平均值减去3σ的值。
-
控制图又叫管制图,用于分析和判断工序是否处于控制状态所使用的带有控制界限线的图。控制图以正态分布中的3σ准则为理论依据,中心线为平均值(
),上下控制限为以平均值加减3σ的值,以判断过程中是否有问题发生。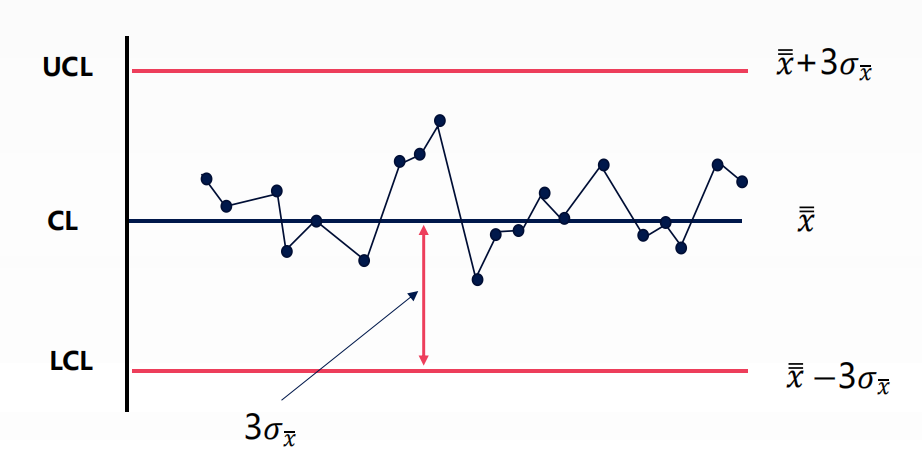
-
-
过程性能指数、中心性能指数
-
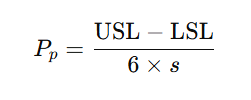
过程性能指数,英文全称为Process Performance,简称为Pp,用于评估过程的性能是否满足规格要求。Pp的计算公式如下。其中,s代表样本标准差。
-
中心性能指数,英文全称为Process Performance Index,简称为Ppk,用于评估过程的性能是否满足规格要求。相比Pp,Ppk考虑了过程性能均值的影响。Ppk的计算公式如下。其中,
代表样本平均值,s代表样本标准差。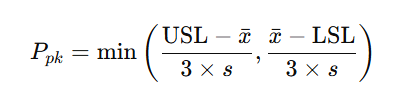
-
-
过程能力指数、中心能力指数
-
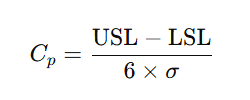
过程能力指数,全称Process Capability,简称Cp,用于评估过程的能力是否满足规格要求。Cp的计算公式如下。其中,σ代表总体标准差。
-
中心能力指数,全称Process Capability Index,简称Cpk,用于评估过程的能力是否满足规格要求。相比Cp,Cpk考虑了过程能力均值的影响。Cpk的计算公式如下。其中,
代表总体平均值,σ代表总体标准差。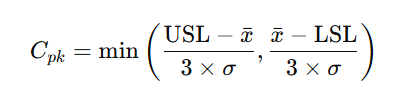
-
-
-
分析后,用户可在 分析 选项卡中,单击 导出当前 或 导出所有 来导出分析报告,以备后续使用。
-
导出当前 按钮可导出当前所选测量子项的分析报告。
-
导出所有 按钮可导出所有测量子项的分析报告。
-